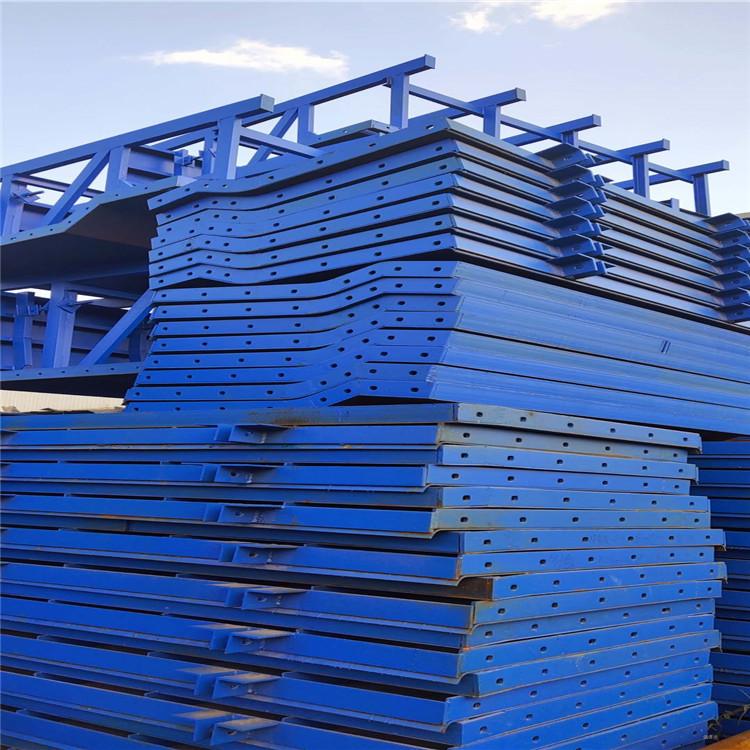
品名钢模板
生产方式热轧
材质Q235
加工服务深加工
用途建筑
执行标准国标
规格齐全
质量等级A级
云南钢强钢模是西南地区规模较大,生产钢模板的公司。 我公司可根据客户需求设计、加工、制作各种公路、桥梁、铁路、隧道、水电工程等建筑的异形模板。本公司生产的异型钢模(T形模、工字梁模、圆柱模、方柱模、防撞墙模、箱梁模、盖梁模等)具有尺寸精准,使用方便、经久耐用等等。
钢模板配板时应遵循的原则:
1、要保证构件的形状尺寸及相互位置的正确。
2、要使钢模板具有足够的强度、刚度和稳定性,能够承受新浇混凝土的重量和侧压力,以及各种施工荷载。
3、力求构造简单,装拆方便,不妨碍钢筋绑扎,保证混凝土浇筑时不漏浆。
4、配制的模板,应**选择通用、大块模板,使其种类和块数量少,木模镶拼量少。设置对拉螺栓的模板,为了减少钢模板的钻孔损耗,可在螺栓部位改用55mmx100刨光方木代替。
5、模板长向拼接宜采用错开布置,以增加模板的整体刚度。
6、模板的配板设计应绘制配板图,标出钢模板的位置、规格型号和数量。预组装大模板,应标绘出其分界线。预埋体和预留孔洞的位置,应在配板图上标明,并固定方法。
7、模板的支承系统应根据模板的荷载和部件的刚度进行布置。
(1) 模板端缝齐平布置时,一般每块钢模板应有两处钢楞支承;错开布置时,其间距可不受端缝位置的限制。
(2) 在同一工程中可多次使用的预组装模板,宜采用模板与支承系统连成整体的模架。
(3) 支承系统应经过设计计算,保证具有足够的强度和稳定性。当支柱或其节间的长细比大于110时,应按临界荷载进行核算,安全系数可取3~3.5。
(4)对于连续形式或排架形式的支柱,应适当配置水平撑与剪刀撑,以保证其稳定性。

钢模板结构:
1、 钢模板组合;每节组合高度1200墩身端侧半圆弧边与标准块组合、托盘与墩帽分解组合,标准组合块1700×1202肋板间距3500×4500肋板高度(面板+肋高)86。
2、 钢模板加工对于肋板的配制;带有异形角、面的部其肋板加工必须在卡模上焊接定型必须用样板反复矫正、严禁徒手制作。
3、 钢模板加工组合边框加工成子母扣形。
4、钢模板标准组合段;每节段加工过程预留对拉螺栓孔位8处,/5、钢模板内肋十字组合焊缝每个焊接处焊缝长度累计≥70%肋板宽度。

钢模板可以代替木模板,降低了混凝土压力中的孔隙水压力和气泡消除,采用传统的密封模板如木模板、胶合板或钢板。钢模板结构混凝土成型后形成,形成理想的粗糙度。接口。你不需要进行粗暴的工作就可以进入下一个过程。
可以在安装钢筋之前或安装钢筋之后放置。如果在钢筋安装前浇筑,安装方便,混凝土浇筑过程可进行可视化,以减少孔和蜂窝结构的风险。

钢模板组合焊接:
1、模扇制作;必须在有一定刚的胎模上施工,定型肋板组焊——肋板矫正检测——骨架装配定位焊——组对面板焊接,焊接成型。
2、钢模板成型必须在胎模上施工,对于组合装配用的螺栓孔、在组合装配时应预先拧紧螺栓,防止在组装时、螺栓孔或其它相临部位尺寸错位。
3、钢模板肋条骨架网加固焊可在胎模 下施焊,肋条骨架网加固焊后须经矫正后再上胎模组合钢模面板。
4、钢模面板上胎必须经矫正娇平修边处理,组合肋条骨架网对位固定,面板与筋板肋条边贴付平顺压紧施焊。钢模骨架网与面板组焊筋板和面板焊接采用对称间隔焊。
本公司以服务为先,质量至上,价格合理,让利客户,薄利多销为原则,诚实守信为宗旨。库存量充足,各种规格齐全,让客户买的放心,用的舒心!诚信、敬业是我们服务的宗旨,我们将竭诚为新老客户提供过硬的产品和完善的服务,也竭诚欢迎广大新老客户来电、来函、来人洽谈业务,工作!
http://dhl200725.b2b168.com